





昭通一体化兼氧MBR水处理设备应用与案例分享
一体化兼氧MBR水处理设备应用
云南·西双版纳项目案例
我公司在西双版纳州某地安装并投产运行的1500m³/d一体化兼氧MBR工艺污水处理设备取得较好成绩,产水水质稳定,设备运行状态良好。本文简要阐述设备特点和项目现状分享。

兼氧MBR一体化污水处理器,采用三菱化学MBR膜技术,结合间歇曝气和间歇进水完成脱氮除磷,去除有机物,并通过三菱化学MBR膜组件进行泥水分离,产水稳定达到一级A排放标准。主要应用于城镇新农村、医院、景区等生活污水的处理与回用。
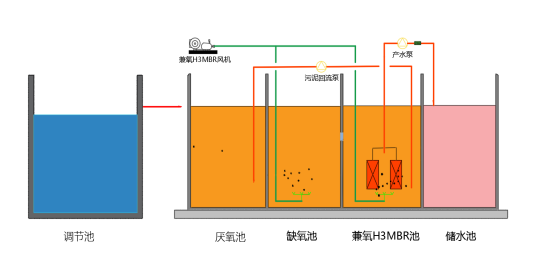
设备工艺流程
项目日处理水量4000m³,处理水的性质为城市综合生活污水,排放标准执行《城镇污水处理厂污染物排放标准 GB18918-2002》中规定一级A标准。




3000m³/d一体化市政污水处理项目



1000m³/d一体化景区综合生活污水处理项目
兼氧H3MBR一体化设备外观设计特点:
1)设备外防腐:采用汽车漆,高端大气,防紫外线;
2)设备内防腐:采用FRP防腐技术,可耐强酸强碱,经久耐用20年;
3)设备圆柱形白色外观设计:是污水厂一道靓丽的风景,同时取得外观设计专利证书;
4)设备罐体:采用压力容器级设计生产,圆柱形结构,更符合结构力学原理。
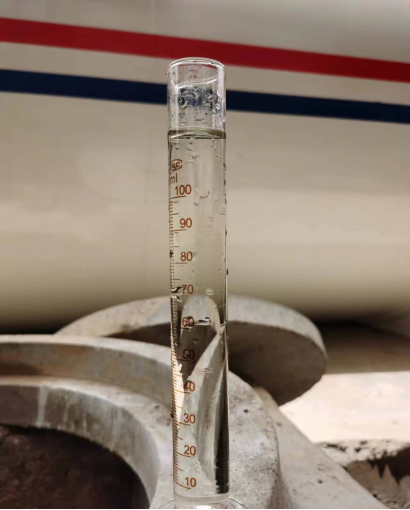
产水水质清澈透亮
处理器采用三菱化学MBR膜技术,双层PVDF涂层过滤,膜丝表面成孔率高达90%,可在高MLSS浓度(8000-12000mg/L)下运行,可提高处理水质,可以减少COD浓度,高浓度活性污泥可部分解高分子难分解特质,出水悬浮物含量极低,有效降低磷排放;MBR膜产水水质稳定,可优于一级A标。
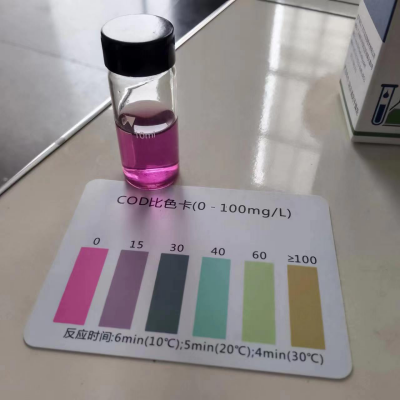
产水检测COD值远低于50mg/L
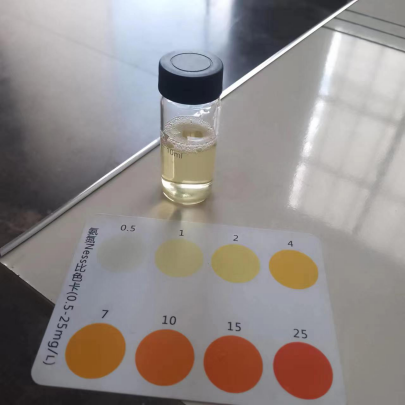
产水检测氨氮值约1mg/L,低于国标限值
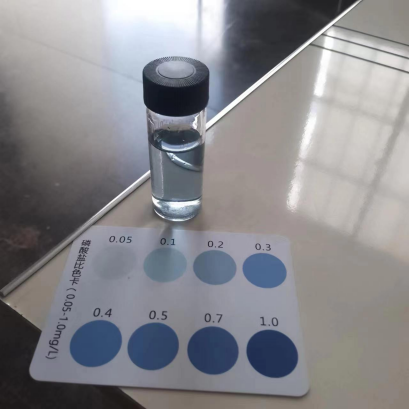
产水检测总磷值约0.1mg/L

设备内部的活性生化环境稳定,污泥性状良好
设备高度集成化、智能化。所有机电设备通过智能自动化控制运行,无需长时间人工值守,只需定期巡检记录设备运行状况,以及必要的人工维护即可,节省后期运维成本。
设备间内部操作规程、管理制度和设备记录台账
MBR膜生物反应器在MBR污水处理和MBR中水回用工程的应用中具有以下十分突出的优点:
(1)污染物去除效率高,处理出水水质好;
(2)污泥浓度高,装置容积负荷大,占地面积小;
(3)有利于增殖缓慢或高效微生物的截留,提高系统的硝化效果和对难降解有机物的处理能力;
(4)剩余污泥产生量低;
(5)易于实现自动控制,操作管理方便;
(6)经处理后排放水SS和浊度都接近于零,可实现直接回用。
一体化污水处理设备已经在国内推广应用多年,具备完善的技术体系和工业制造流程。本公司可根据业主需要,单独设计、独家定制,为客户提供从工艺设计、产品设计、产品制造、安装、调试和服务等全方位的解决方案,欢迎有意合作客户联系咨询。




